
Korrosionsschutzbeschichtung
Aufbringen von Korrosionsschutzschichten mithilfe von verschiedenen Technologien. Im firmeneigenen Labor, Überwachung von physisch-chemischen Parametern.

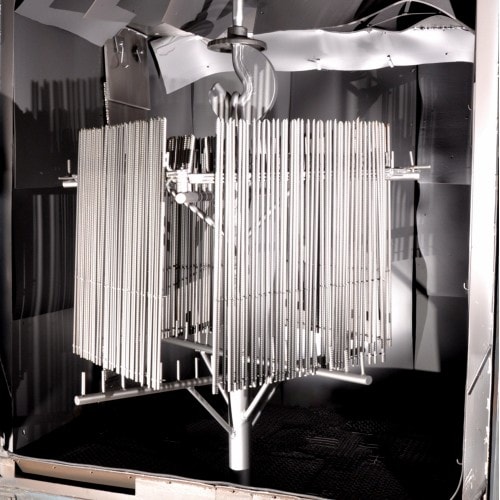
Prozess der Kataphoresebeschichtung KTL
✔ Automatische Hub- und Tauchlinie
✔ Vorbereitung der Oberfläche: Zinkphosphatieren
✔ Maximalgröße des beschichteten Elementes 2500 x 1100 x 500mm
✔ Maximalgewicht der einzelnen Materialzufuhr 400kg
✔ Dickebereich der Beschichtung: 15-30μm
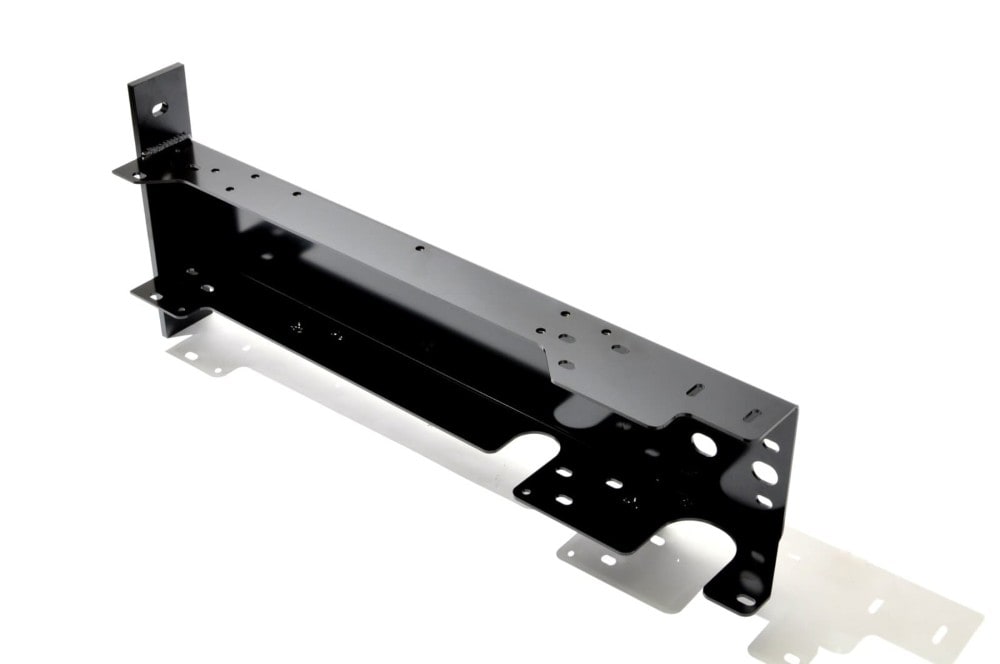
✔ Farbe: schwarz RAL 9005
✔ Korrosionsbeständigkeit bis zu 1000h auf Modellpaneelen gemäß PN-EN ISO 9227:2012
✔ Laufende Qualitätskontrolle in Bezug auf jede Charge sowie kontinuierliche Überwachung im Chemie-Labor.
✔ Vorbereitung der Oberfläche: Zinkphosphatieren
✔ Maximalgröße des beschichteten Elementes 2500 x 1100 x 500mm
✔ Maximalgewicht der einzelnen Materialzufuhr 400kg
✔ Dickebereich der Beschichtung: 15-30μm
✔ Farbe: schwarz RAL 9005
✔ Korrosionsbeständigkeit bis zu 1000h auf Modellpaneelen gemäß PN-EN ISO 9227:2012
✔ Laufende Qualitätskontrolle in Bezug auf jede Charge sowie kontinuierliche Überwachung im Chemie-Labor.
Prozess der elektrolytischen Galvanisierung - Trommellinie
✔ Automatische Hublinie
✔ Galvanisierung von Elementen mit einem Durchmesser ab 3mm und mit einer Länge bis zu 300mm
✔ Dickebereich der Beschichtung 5-15μm
✔ Weiße und gelbe Passivierung
✔ Korrosionsbeständigkeit in der Trommel bis zu 96h gemäß PN-EN ISO 9227:2012
✔ Kontinuierliche Überwachung der Prozesse im Analyselabor
✔ Galvanisierung von Elementen mit einem Durchmesser ab 3mm und mit einer Länge bis zu 300mm
✔ Dickebereich der Beschichtung 5-15μm
✔ Weiße und gelbe Passivierung
✔ Korrosionsbeständigkeit in der Trommel bis zu 96h gemäß PN-EN ISO 9227:2012
✔ Kontinuierliche Überwachung der Prozesse im Analyselabor


Prozess der elektrolytischen Galvanisierung – Gestell- und Trommellinie
✔ Automatische Hublinie
✔ Maximalgröße der galvanisierten Elemente 1500 x 1000 x 300mm
✔ Maximalgewicht der einzelnen Materialzufuhr 300kg
✔ Dickebereich der Beschichtung w 5-15μm
✔ weiße und gelbe Passivierung
✔ Korrosionsbeständigkeit an Gestellen bis zu 240h gemäß PN-EN ISO 9227:2012
✔ Maximalgröße der galvanisierten Elemente 1500 x 1000 x 300mm
✔ Maximalgewicht der einzelnen Materialzufuhr 300kg
✔ Dickebereich der Beschichtung w 5-15μm
✔ weiße und gelbe Passivierung
✔ Korrosionsbeständigkeit an Gestellen bis zu 240h gemäß PN-EN ISO 9227:2012
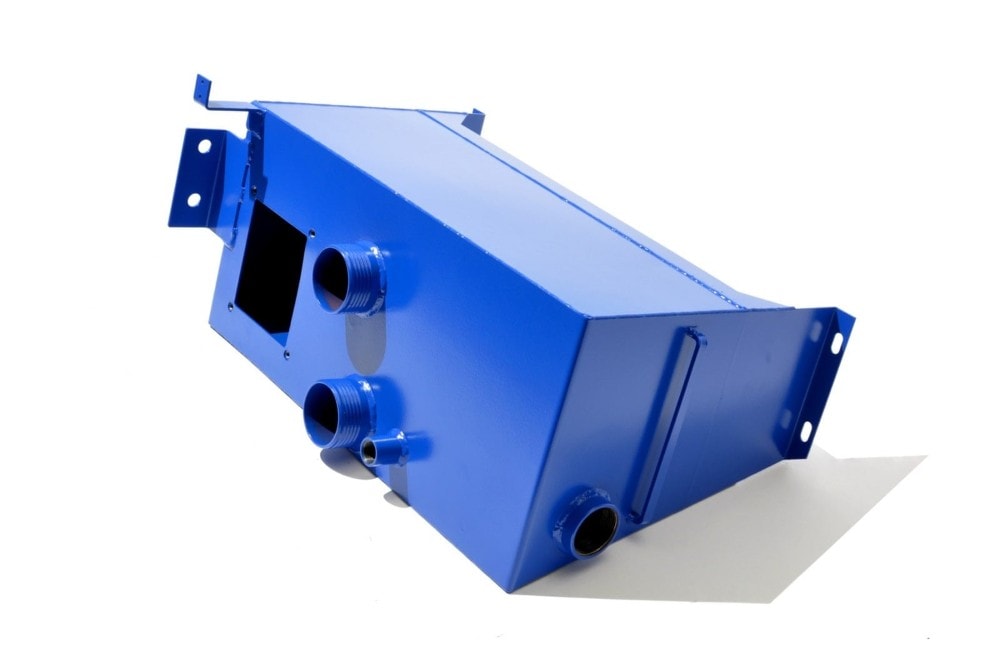
Prozess der Pulverbeschichtung
✔ Aufbringen von Schichten mithilfe der elektrostatischen Methode
✔ Vorbereitung der Oberfläche: dedizierte KTL-Grundierung
✔ Ausführung von Chargen differenzierter Größe
✔ Verwendete Farben: Epoxide-, Polyester-, Polyester-Epoxide-Farben in der Farbenpalette RAL und NCS.
✔ Maximalgröße der zu beschichtenden Elemente 2000 x 1000 x 600mm
✔ Vorbereitung der Oberfläche: dedizierte KTL-Grundierung
✔ Ausführung von Chargen differenzierter Größe
✔ Verwendete Farben: Epoxide-, Polyester-, Polyester-Epoxide-Farben in der Farbenpalette RAL und NCS.
✔ Maximalgröße der zu beschichtenden Elemente 2000 x 1000 x 600mm

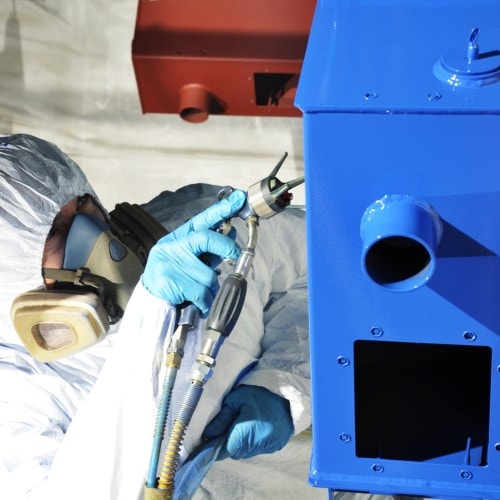
Prozess der Nassbeschichtung
✔ Auftragung von Farben mithilfe der hydrodynamischen und pneumatischen Methode
✔ Maximalgröße der Materialzufuhr 5000 x 2000 x 1500mm
✔ Vorbereitung der Oberfläche: Sandstrahlung oder KTL-Grundierung
✔ Qualitätskontrolle in Bezug auf die optische Erscheinung und Dicke der Beschichtung jeder
✔ Die Schichtauftragungstechnologie gemäß PN-EN ISO 12944
✔ Maximalgröße der Materialzufuhr 5000 x 2000 x 1500mm
✔ Vorbereitung der Oberfläche: Sandstrahlung oder KTL-Grundierung
✔ Qualitätskontrolle in Bezug auf die optische Erscheinung und Dicke der Beschichtung jeder
✔ Die Schichtauftragungstechnologie gemäß PN-EN ISO 12944
Prozess der Vorbereitung der Oberfläche – Sandbestrahlung
✔ Kammer-Rotor-Strahlanlage
✔ Verwendeter Sand: stählern, kugelförmig, kohlenstoffarm
✔ Maximalgröße der Materialzufuhr 2000 x 1500 x 1500mm
✔ Der Prozess erfüllt die Anforderungen in Bezug auf die Oberflächenbewertung gemäß PN-ISO 8501
✔ Verwendeter Sand: stählern, kugelförmig, kohlenstoffarm
✔ Maximalgröße der Materialzufuhr 2000 x 1500 x 1500mm
✔ Der Prozess erfüllt die Anforderungen in Bezug auf die Oberflächenbewertung gemäß PN-ISO 8501

Laboratorium
✔ Überwachung der physisch-chemischen Parameter der Produktionslinien und der Eigenschaften der Korrosionsschutzbeschichtung
✔ Salzkammer mit einem Volumen von 1000l, die die Durchführung von Korrosionstest gemäß den meisten Normen, inklusive dem VDA-Test ermöglicht
Beschichtungstests:
✔ Test in der Salzkammer Liebisch Labortechnik 1000l gemäß: PN-EN ISO 9227,DIN 50021, ASTM B117, VDA 621-412
✔ Prüfungen des Haftvermögens der Beschichtungen gemäß PN-EN ISO 2409
✔ Prüfungen der Härte der Beschichtungen gemäß PN-EN ISO 15184
✔ Prüfung der Beschichtungsdicke auf Metallunterlagen gemäß PN-EN ISO 2178 und auf Nicht-Metall-Unterlagen DIN EN ISO2360
✔ Prüfung der Farbe gemäß z.B. DIN 5033, ASTM D2244
✔ Prüfung der Lüstrierung gemäß z.B. DIN 67530, ISO 2813, ASTM D 523
✔ Prüfung der Schlagfestigkeit der Beschichtung, Kugelschlag gemäß ASTM D 2794, DIN EN ISO 6272, PN-EN ISO 6272-2
✔ Prüfung der Beständigkeit der Beschichtung, Beständigkeit gegen Biegen am konischen Dorn gemäß ASTM D 522, ASTM D 1737, DIN EN ISO 6860, PN-EN ISO 6860
✔ Salzkammer mit einem Volumen von 1000l, die die Durchführung von Korrosionstest gemäß den meisten Normen, inklusive dem VDA-Test ermöglicht
Beschichtungstests:
✔ Test in der Salzkammer Liebisch Labortechnik 1000l gemäß: PN-EN ISO 9227,DIN 50021, ASTM B117, VDA 621-412
✔ Prüfungen des Haftvermögens der Beschichtungen gemäß PN-EN ISO 2409
✔ Prüfungen der Härte der Beschichtungen gemäß PN-EN ISO 15184
✔ Prüfung der Beschichtungsdicke auf Metallunterlagen gemäß PN-EN ISO 2178 und auf Nicht-Metall-Unterlagen DIN EN ISO2360
✔ Prüfung der Farbe gemäß z.B. DIN 5033, ASTM D2244
✔ Prüfung der Lüstrierung gemäß z.B. DIN 67530, ISO 2813, ASTM D 523
✔ Prüfung der Schlagfestigkeit der Beschichtung, Kugelschlag gemäß ASTM D 2794, DIN EN ISO 6272, PN-EN ISO 6272-2
✔ Prüfung der Beständigkeit der Beschichtung, Beständigkeit gegen Biegen am konischen Dorn gemäß ASTM D 522, ASTM D 1737, DIN EN ISO 6860, PN-EN ISO 6860








.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

